内Rの場合は・・・
ノーズRぶん引く
例
真に欲しい半径R:R0.6
刃先ノーズR:R0.2
→0.6 - 0.2 = 0.4
プログラム上では R0.4 として座標を組む
外の場合は・・・
ノーズRぶん足す
例
真に欲しい半径R:R0.6
刃先ノーズR:R0.2
→0.6 + 0.2 = 0.8
プログラム上では R0.8 として座標を組む
詳しく解説
内R場合は・・・
チップの刃先は丸いので、X方向だけとかZ方向だけとかの一直線の時は問題ないのですが、XとZを組み合わせた斜め方向や、丸く描く円弧補完では刃先の丸み分(ノーズR)
分のズレが生じます。なのでそれを加味した座標に補正しておく必要があります
(斜め補完に関してはこちら)
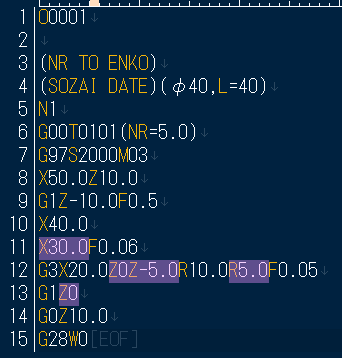
さて、こちらのプログラムを、見ていただきたい
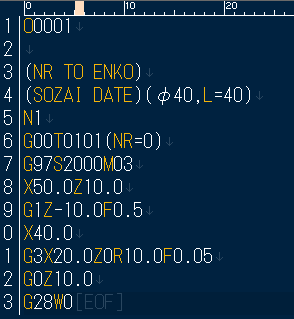
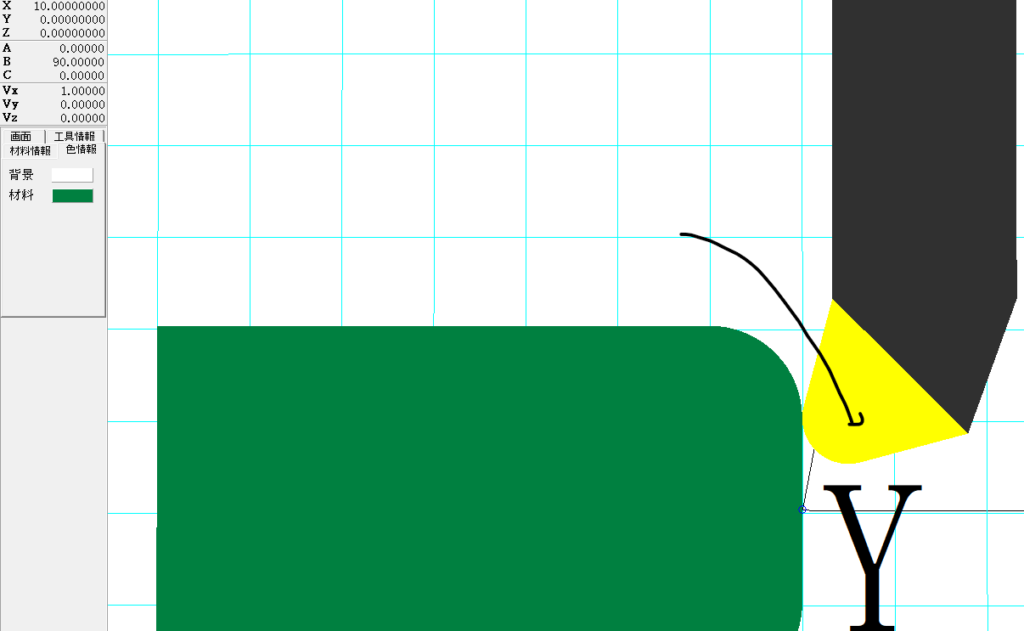
説明上、ノーズRがなかった場合の円弧の動きをつくってみました。(刃先はG0でワークに近づいた後、端面Z0から Z-10.0奥に移動、
半径R10.0の半時計周り円弧を描いたとします。実際の加工では負担がかかり過ぎかもしれません。説明の為)
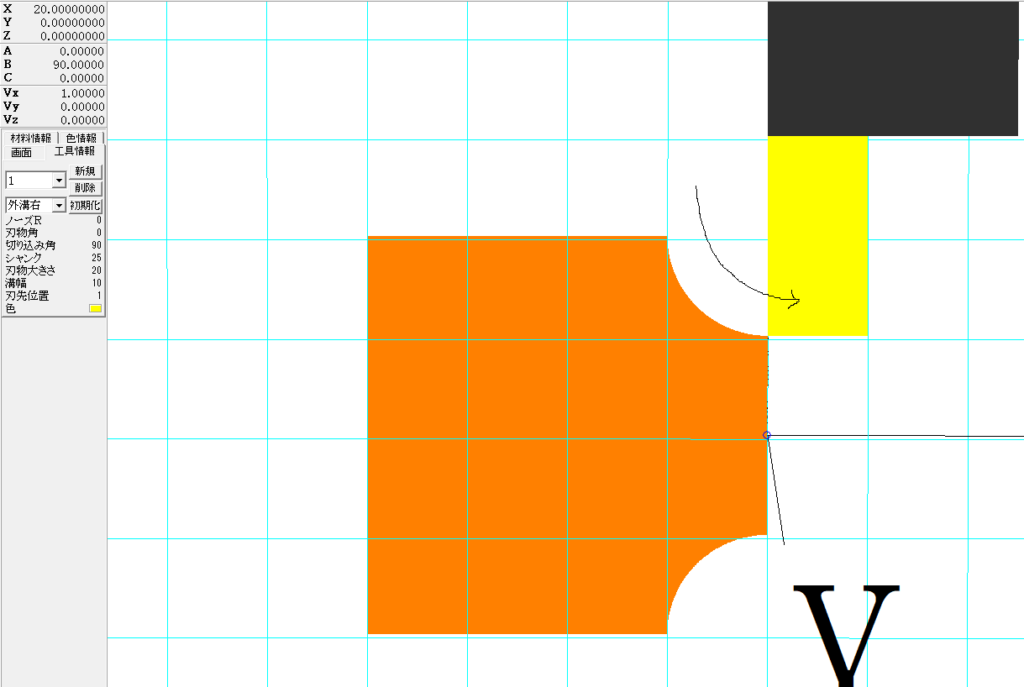
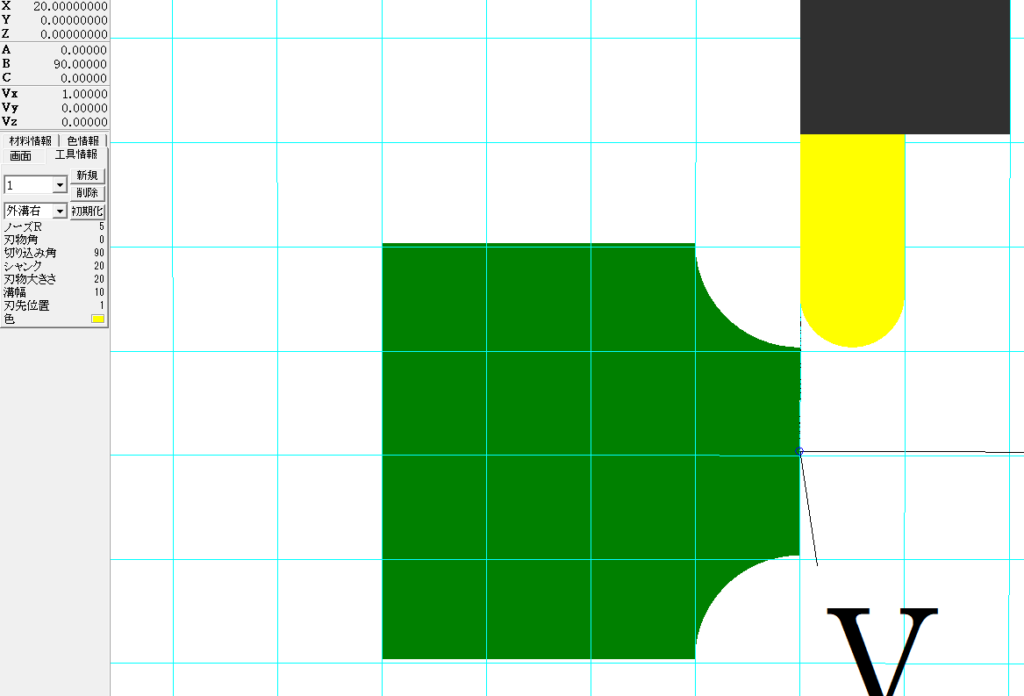
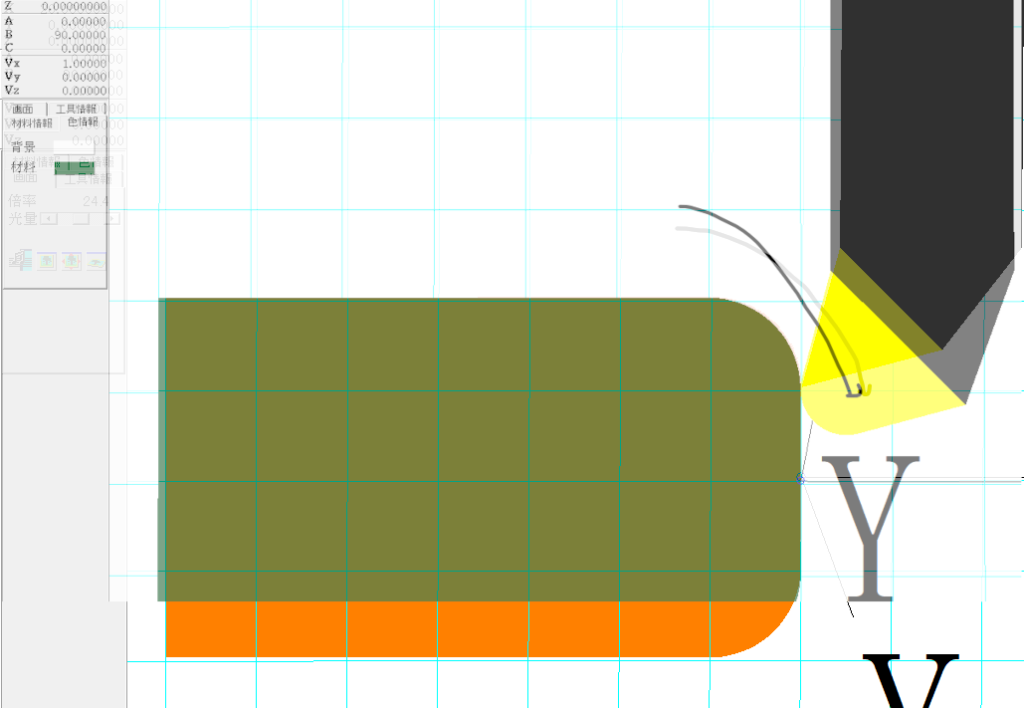
では、もしこれが刃先にノーズRがついていた場合にどんな影響があるでしょうか?
わかりやすくするため極端にノーズR5.0mmにしてみました。
刃先が丸まっていることで、実際には削りきれない領域があるのがわかりますか?
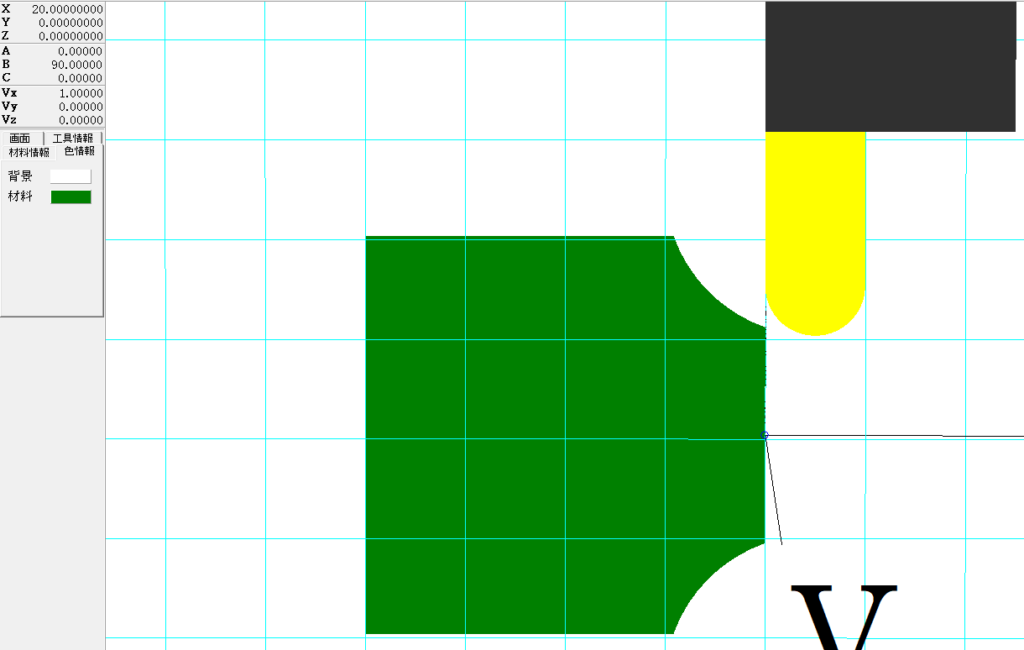
重ね合わせると・・・
このように取り残しができます。
では、ノーズRがある場合の補正量はどうすればいいでしょうか?
上記内Rの場合はノーズR分の値をプログラム上の半径値から引くんでしたね
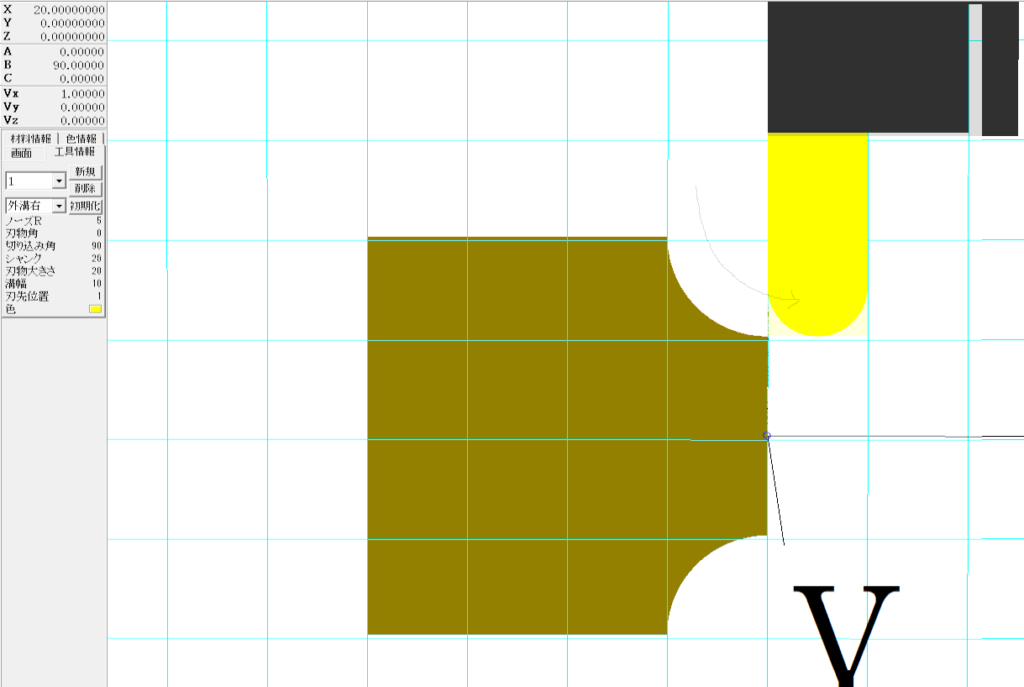
それを加味したプログラム修正版がこちら
描きたい円弧半径がR10.0で、ノーズRがR5.0(でけぇ..普通はR0.4とかです)なので
10 - 5 = 5
でR5に修正します
半径Rが小さくなることにともなってその始点終点位置も変わる為、座標を修正します
X40.0 → X30.0 (F0.06追加は刃先中央部は加工が始まってしまう為ゆっくりに)
Z0 → Z-5.0 → Z0
13行目 Z0 への移動は直線部分になる為、G1にするのを忘れずに
するとこうなります
重ね合わせてみてもぴったり!
ばっちりですね!!
外Rの場合は・・・
続いて外Rの場合も考えてみましょう
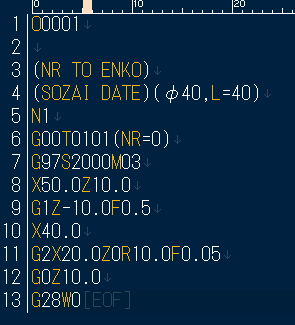
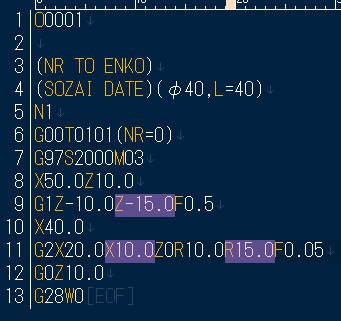
こちらの加工プログラム、11行目先ほどのものをG3→G2に変更したものですね
↓こうなります
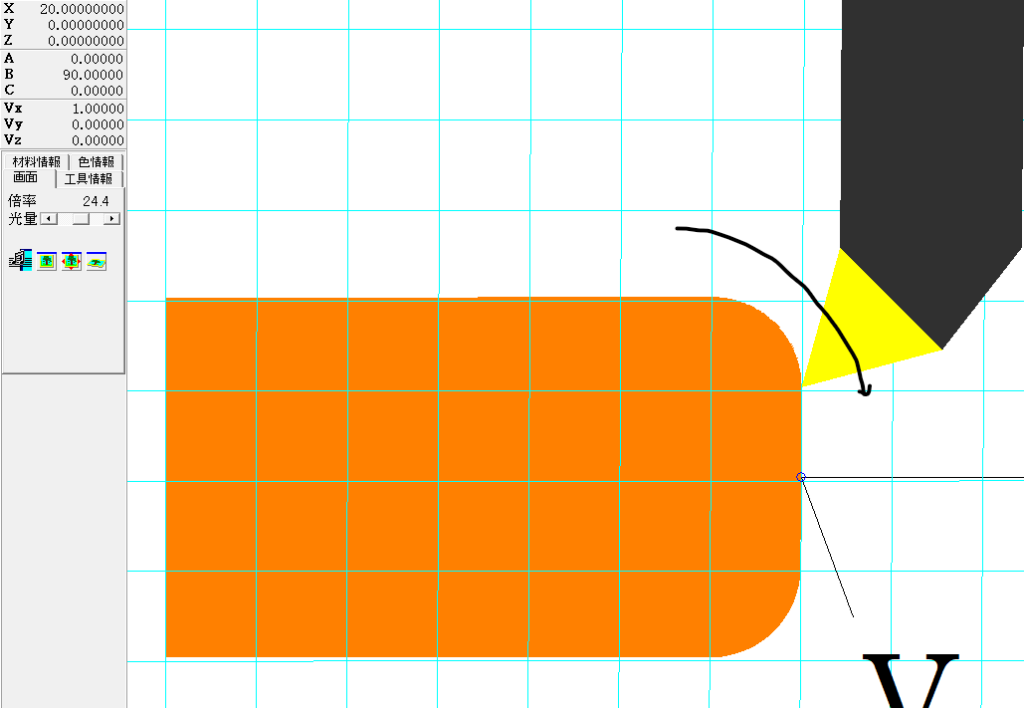
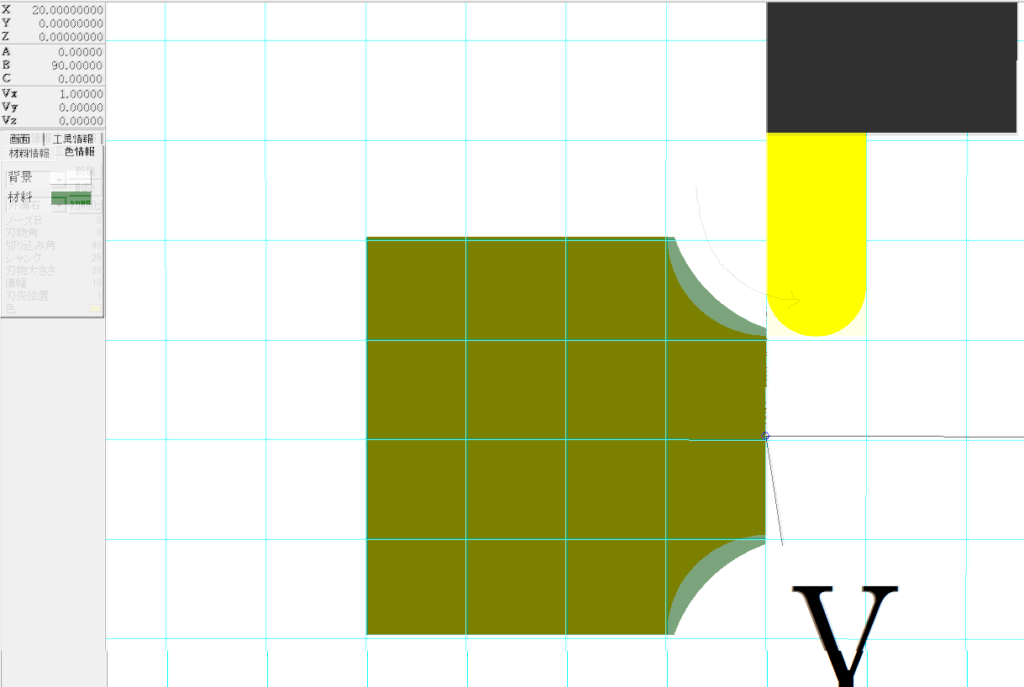
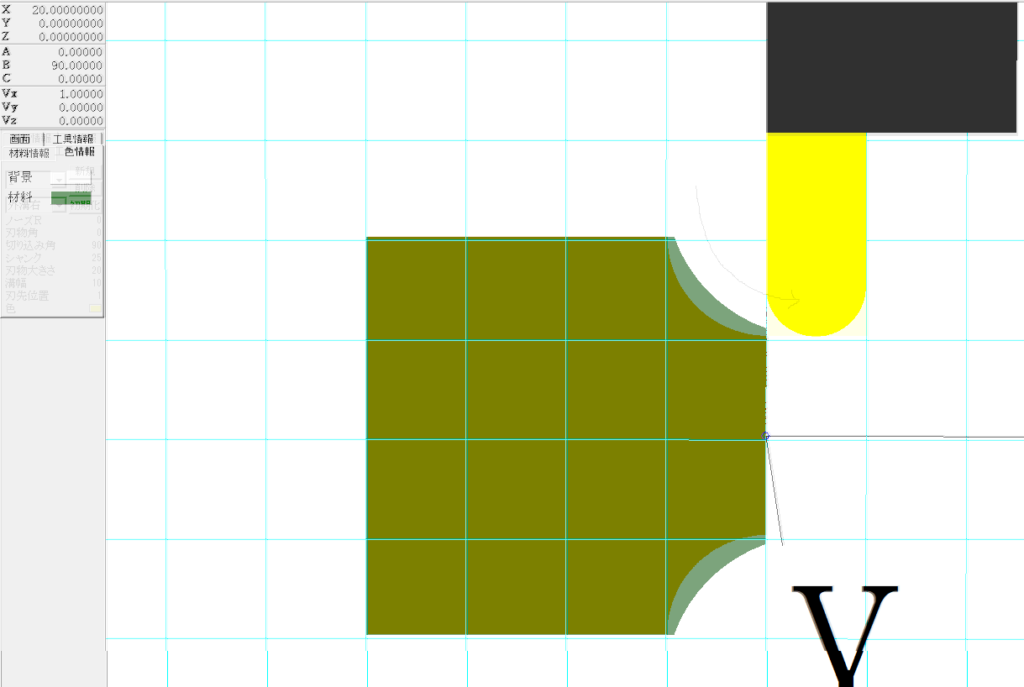
さてこれが同じようにノーズRを極端に大きくしてみると・・
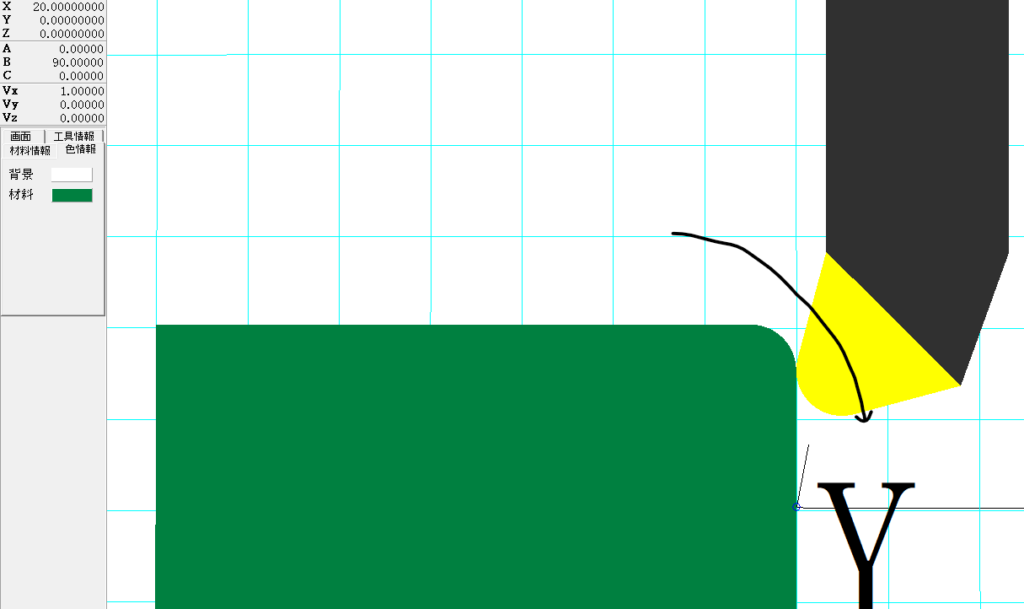
こう
やはりノーズRがあるぶん削り残していますね
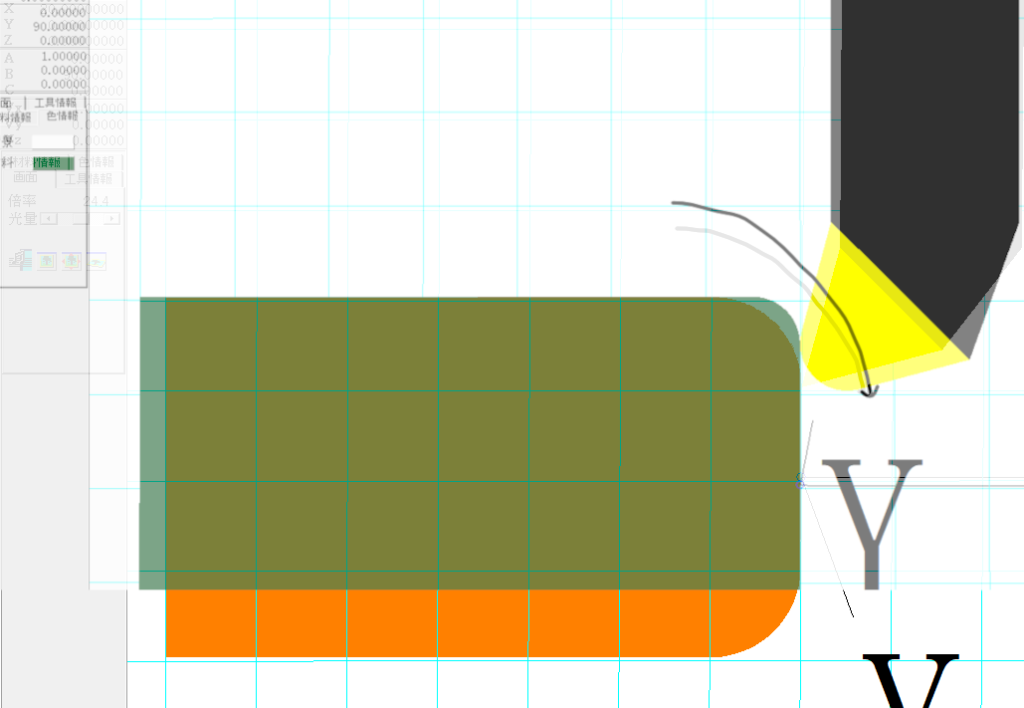
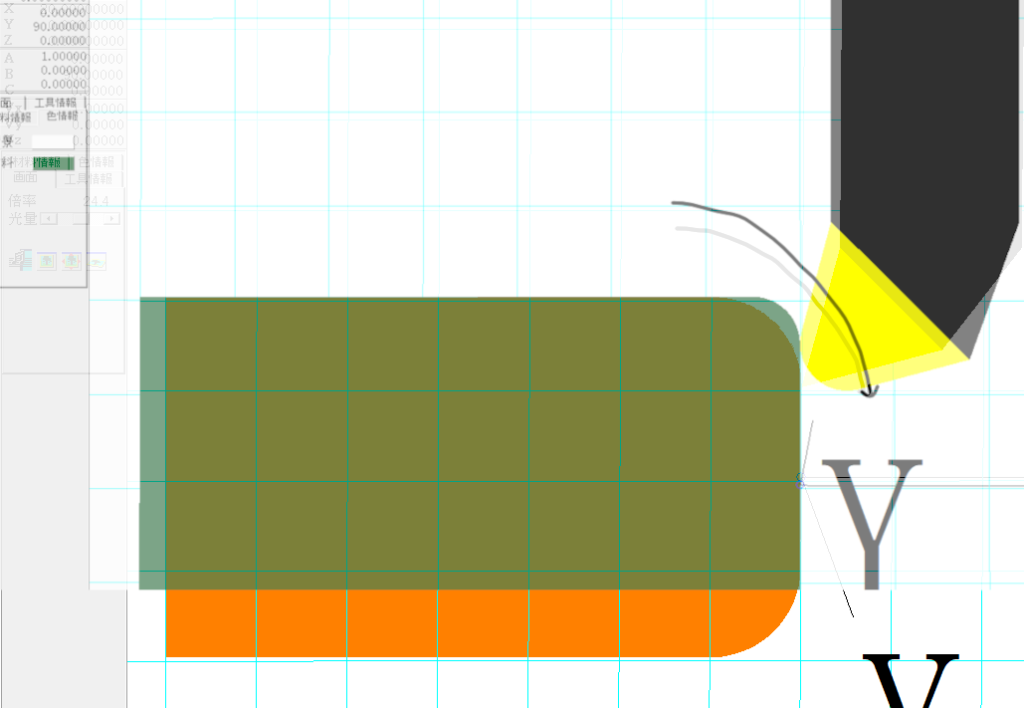
なので
こうですね
外Rはもとの半径R + ノーズRでしたね?
なので半径R 10.0 + ノーズR 5.0 = R15.0
R15に変更することにともなって始点終点位置も見直します。
15のRを描くわけだからZ-15.0
Xは直径値なので15 × 2 = 30
素材径φ40 - 30 = X10
まとめ
覚え方としてどっちが引くのでどっちが足すのだっけ?と心配になるかと思いますが
内R、外R、いずれにしてもノーズRがつく(大きくなる)と削り残しができることがわかりますね?
内R,外Rそれぞれの削り残るイメージを覚えてください
Rを増やせばいいのか減らせばいいのかで考えると
内Rは半径Rを減らせば刃先が届く
→ ノーズRぶん引く
外Rは半径Rを増やせば刃先が届く
→ ノーズRぶん足す
ということがわかりますね
において、チップの刃先は丸いので丸く描く円弧補完では刃先の丸み分(ノーズR)ズレが生じます。なのでそれを加味した座標に補正しておく必要があります){kind=link}